Additive manufacturing
3D printers start to build factories of the future
Recent advances make 3D printing a powerful competitor to conventional mass production
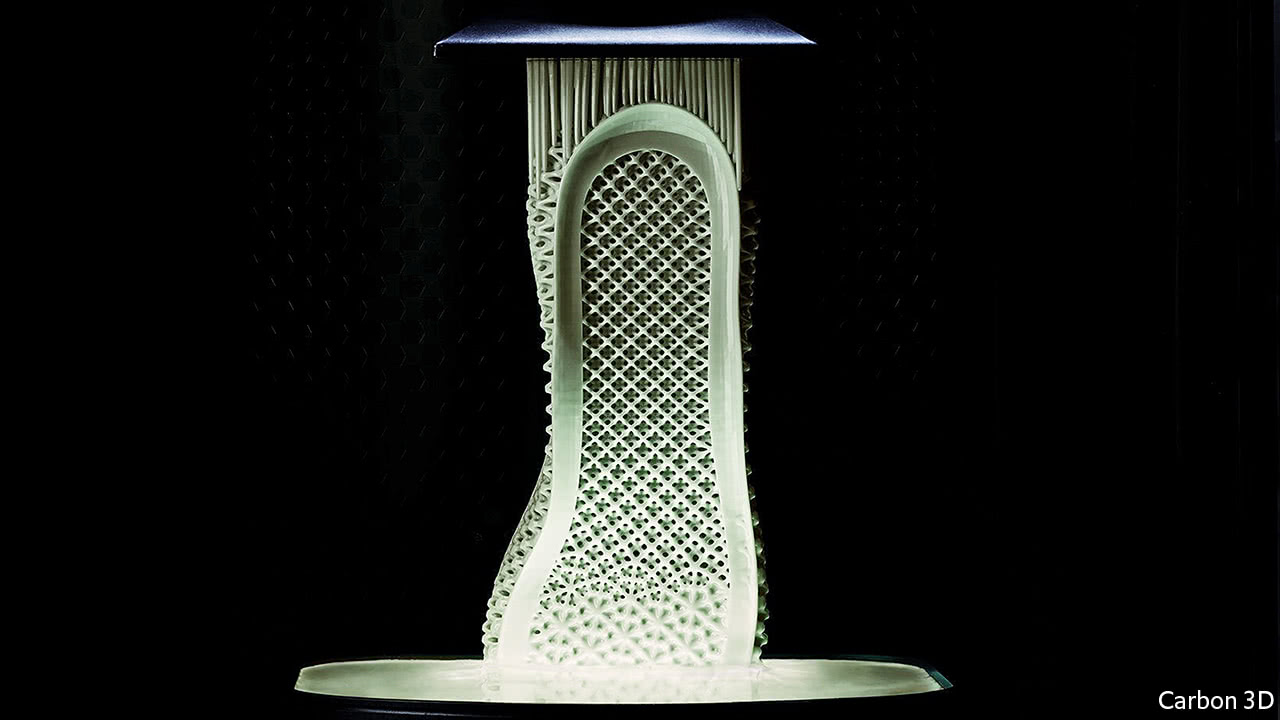
SLOWLY but surely the sole of a shoe emerges from a bowl of liquid resin, as Excalibur rose from the enchanted lake. And, just as Excalibur was no ordinary sword, this is no ordinary sole. It is light and flexible, with an intricate internal structure, the better to help it support the wearer’s foot. Paired with its solemate it will underpin a set of trainers from a new range planned by Adidas, a German sportswear firm.
Adidas intends to use the 3D-printed soles to make trainers at two new, highly automated factories in Germany and America, instead of producing them in the low-cost Asian countries to which most trainer production has been outsourced in recent years. The firm will thus be able to bring its shoes to market faster and keep up with fashion trends. At the moment, getting a design to the shops can take months. The new factories, each of which is intended to turn out up to 500,000 pairs of trainers a year, should cut that to a week or less.
As this example shows, 3D printing has come a long way, quickly. In February 2011, when The Economist ran a story called “Print me a Stradivarius”, the idea of printing objects still seemed extraordinary. Now, it is well established. Additive manufacturing, as it is known technically, is speeding up prototyping designs and is also being used to make customised and complex items for actual sale. These range from false teeth, via jewellery, to parts for cars and aircraft. 3D printing is not yet ubiquitous. Generally, it remains too slow for mass production, too expensive for some applications and for others produces results not up to the required standard. But, as Adidas’s soles show, these shortcomings are being dealt with. It is not foolish to believe that 3D printing will power the factories of the future. Nor need the technology be restricted to making things out of those industrial stalwarts, metal and plastic. It is also capable of extending manufacturing’s reach into matters biological.
There are many ways to print something in three dimensions, but all have one thing in common: instead of cutting, drilling and milling objects, as a conventional factory does, to remove material and arrive at the required shape, a 3D printer starts with nothing and add stuffs to it. The adding is done according to instructions from a computer program that contains a virtual representation of the object to be made, stored as a series of thin slices. These slices are reproduced as successive layers of material until the final shape is complete.
Typically, the layers are built up by extruding filaments of molten polymer, by inkjet-printing material contained in cartridges or by melting sheets of powder with a laser. Adidas’s soles, however, emerge in a strikingly different way—one that is, according to Joseph DeSimone, the result of chemists rather than engineers thinking about how to make things additively. Dr DeSimone is the boss of Carbon, the firm that produces the printer which makes the soles. He is also a professor of chemistry at the University of North Carolina, Chapel Hill.
Carbon’s printer uses a process called digital light synthesis, which Dr DeSimone describes as “a software-controlled chemical reaction to grow parts”. It starts with a pool of liquid polymer held in a shallow container that has a transparent base. An ultraviolet image of the first layer of the object to be made is projected through the base. This cures (ie, solidifies) a corresponding volume of the polymer, reproducing the image in perfect detail. That now-solid layer attaches itself to the bottom of a tool lowered into the pool from above. The container’s base itself is permeable to oxygen, a substance that inhibits curing. This stops the layer of cured polymer sticking to the base as well, and thus permits the tool to lift that layer slightly. The process is then repeated with a second layer being added to the first from below. And so on. As the desired shape is completed, the tool lifts it out of the container. It is then baked in an oven to strengthen it.
Dr DeSimone says that digital light synthesis overcomes two common problems of 3D printing.
First, it is up to 100 times faster than existing polymer-based printers. Second, the baking process knits the layers together more effectively, making for a stronger product and also one that has smooth surfaces, which reduces the need for additional processing.
All this, he reckons, makes digital light synthesis competitive with injection moulding, a mass-production process which has been used in factories for nearly 150 years. Injection moulding works by forcing molten plastic into a mould. Once the plastic has solidified, this mould opens to eject the part. Injection moulding is fast and extremely accurate, but making the moulds and setting up the production line is slow and expensive. Injection moulding is therefore efficient only when making thousands of identical things.
The usual economies of scale, however, barely apply to 3D printers. Their easy-to-change software means they can turn out one-off items with the same equipment and materials needed to make thousands. That alters the nature of manufacturing. For example, instead of having vast warehouses packed with spare parts, Caterpillar and John Deere, two American producers of construction and agricultural equipment, are working with Carbon on moving their warehouses, in effect, to the online cloud, whence digital designs can be downloaded to different locations for parts to be printed to order.
Printers made by established producers are improving, too. They are speeding up, enhancing quality and printing more colours and in a wider variety of polymers, including rubbery materials. Two of the biggest firms in the business, 3D Systems and Stratasys, were joined last year by a third American company when HP, well known for conventional printers in offices, entered the market with a range of 3D plastic printers costing from $130,000. According to the latest report by Wohlers, a consultancy, the number of firms manufacturing serious kit for 3D printing (ie, not hobby printers, but systems priced from $5,000 to $1m and more) rose to 97 in 2016 from 62 a year earlier. Nor is purchase always necessary. Whereas many producers sell their machines outright, Carbon follows a “software” model and leases them to customers at a price starting from $40,000 a year. And, like software firms, it updates its machines over the internet.
Printing polymers, which have low melting-points and co-operative chemistry, is reasonably easy.
Printing metals is another matter entirely. Metal printers use either lasers or electron beams to reach the temperatures needed to melt successive layers of powder into a solid object. This takes place in multiple stages: depositing the powder, spreading it and, finally, fusing it.
Such printers can produce extremely intricate shapes, but may need to run for several days to make a single item. For high-end components used in low-volume products, such as supercars, aircraft, satellites and medical equipment, this can, nevertheless, be worth the wait. 3D printing, which is able to create voids inside objects far more easily than subtractive manufacturing can manage, increases the range of possible designs. There are cost savings, too. Addition, which deposits metal only where it is needed, generates less scrap than subtraction. That saving matters. Many of the specialist alloys used in high-tech engineering are exotic and expensive.
These advantages have been enough to persuade GE, one of the world’s biggest manufacturers, to invest $1.5bn in 3D printing. In Auburn, Alabama, for example, the firm has spent $50m on a factory to print fuel nozzles for the new LEAP jet engine, which it is building with Safran of France. By 2020, the plant in Auburn should be printing 35,000 fuel nozzles a year.
 A kilo saved is a trophy won
A kilo saved is a trophy won
Each LEAP uses 19 nozzles, which have new features, such as complex cooling ducts, that GE says can be created in no other way. The nozzles are printed as single structures instead of being welded together from 20 or more components as previous versions were. The new nozzles are also 25% lighter than older designs, which saves fuel. And they are five times more durable, which reduces servicing costs.
More such developments are coming. GKN Aerospace, a British firm, recently signed a five-year agreement with Oak Ridge National Laboratory, in Tennessee, to find new ways to print large structural aircraft parts in titanium. The intention is to reduce waste material by as much as 90% and to cut assembly time in half.
Existing metal printers can be as big as a car, and some cost $1m or more. What, though, might companies achieve if they had smaller, cheaper metal printers? Ric Fulop thinks he can make such machines. Mr Fulop is the boss of Desktop Metal, a firm he co-founded in 2015 with a group of professors from the Massachusetts Institute of Technology and nearly $100m in cash from investors that include GE, Stratasys and BMW. The firm’s first printers are now coming to market.
Instead of zapping layers of powder with a laser or an electron beam, Desktop Metal’s machines use a process called bound-metal deposition. This also involves a bit of cooking. First, the machine extrudes a mixture of metal powder and polymers to build up a shape, much as some plastic printers do. When complete, the result goes into an oven. This burns off the polymers and compacts the metal particles by sintering them together at just below their melting point. The outcome is a dense metallic object, rather like one that has been cast the old-fashioned way as a solid chunk of metal. The sintering causes the object to shrink. But this can be compensated for by printing it a little larger than required, because the shrinkage occurs in a predictable way.
Desktop Metal makes two sorts of machine. Its Studio system, priced at around $120,000, is designed for prototypes and small production runs. A full-scale system costs just over $400,000. By incorporating a conventional metal printer’s multiple production stages into a single “sweep” of the print head, Desktop Metal’s machines are fast. According to Mr Fulop, they can build and bake objects at the rate of 500 cubic inches (8,194cm3) an hour. That compares with about 1-2 cubic inches with a conventional laser-based metal printer, or 5 cubic inches with an electron-beam machine.
On top of all this, because the materials used by Desktop Metal’s printers are already employed in other industrial processes they are, according to Mr Fulop, 80% cheaper than some specialist 3D-printing powders. And they require less finishing to remove rough surfaces. Improvements such as these can change the economics of manufacturing.
One of the earliest adopters of additive manufacturing was the medical industry. For good reason; everybody is different, and so, therefore, should be any prosthetics they might need. As a result, millions of individually sculpted dental implants and hearing-aid shells are now printed, as are a growing number of other devices, such as orthopaedic implants. The big prize, however, is printing living tissue for transplants. Though this idea is still largely experimental, several groups of researchers are already using bioprinters to make cartilage, skin and other tissues.
Bioprinters can work in several ways. The simplest use syringes to extrude a mixture of cells and a printing medium, a method similar to that used by a desktop printer in plastic. Others employ a form of inkjet printing. Some medical researchers are trying a form of 3D printing called laser-induced forward transfer. In this, a thin film is coated on its underside with the material to be printed. Laser-pulses focused onto the film’s upper surface cause spots of that material to detach themselves and land on a substrate below. Sometimes, though, the third dimension needs a helping hand. Certain printers therefore impose the desired shape by printing cells directly onto a pre-prepared scaffold, which dissolves away once the cells have proliferated sufficiently to hold their own shape.
Anthony Atala and his colleagues at the Wake Forest Institute for Regenerative Medicine, in North Carolina, have printed ears, bones and muscles in this way, and have implanted them successfully into animals. The crucial part of the process is ensuring the printed tissue survives and then integrates with the recipient when transplanted. Some types of tissue, such as cartilage, are easy to grow outside the body. Infusing nutrients into the medium they are kept in is sufficient to sustain them, and they tend to take well when transferred to a living organism.
More complex structures, though, like hearts, livers and pancreases, require a blood supply to grow beyond being tiny slivers of cells. Dr Atala and his colleagues therefore print minute channels through their structures, to let nutrients and oxygen diffuse in. This encourages blood vessels to develop. The next step, probably within a few years, will be to test such bioprinted material on people.
All clever stuff. But what was missing in bioprinting, reckoned Erik Gatenholm and Hector Martinez, two biotechnology entrepreneurs, was some form of standardised “bio-ink”. So, in January 2016, they founded a firm called Cellink to commercialise bioprinting materials developed at the Chalmers University of Technology, in Gothenburg, Sweden.
Cellink’s ink is made from nanocellulose alginate, a biodegradable material containing wood fibres and a sugary polymer found in seaweed. Researchers first mix their cells into the bio-ink and then extrude the result as a filament from which the desired shape is constructed. The company has gone on to develop tissue-specific bio-inks that contain growth factors needed to stimulate particular types of cells, including stem cells. These are cells that can proliferate to produce any of the cell types that form a particular tissue. If the stem cells in question are obtained from the patient into whom the transplant will later be inserted, that will reduce the risk that the transplant will be rejected.
In addition to making bio-ink, Cellink has also launched its own range of printers. These are sold at a discount to universities in return for research feedback. That provides a good picture of what is going on. In particular, says Mr Gatenholm, advances are being made in printing tissues for drug testing.
One is to employ a patient’s own cancer cells to print multiple versions of his tumour. Each can then be challenged with a different drug, or mixture of drugs, to help determine what treatment will work best. For actual transplantation, Mr Gatenholm suggests that cartilage, followed by skin, are likely to be the first tissues printed for such use. Organs that need blood vessels will follow.
Bioprinting, then, looks set to become a new manufacturing industry—albeit one located at medical centres and operating in sterile conditions that more resemble a laboratory than a production plant.
But even the less esoteric forms of 3D printing, those involving plastics and metals, will transform what a factory is. The 3D print shops of the future will still have some workers. But those will mainly be hardware and software engineers. And they are more likely to be wearing white coats rather than overalls.
Adidas intends to use the 3D-printed soles to make trainers at two new, highly automated factories in Germany and America, instead of producing them in the low-cost Asian countries to which most trainer production has been outsourced in recent years. The firm will thus be able to bring its shoes to market faster and keep up with fashion trends. At the moment, getting a design to the shops can take months. The new factories, each of which is intended to turn out up to 500,000 pairs of trainers a year, should cut that to a week or less.
As this example shows, 3D printing has come a long way, quickly. In February 2011, when The Economist ran a story called “Print me a Stradivarius”, the idea of printing objects still seemed extraordinary. Now, it is well established. Additive manufacturing, as it is known technically, is speeding up prototyping designs and is also being used to make customised and complex items for actual sale. These range from false teeth, via jewellery, to parts for cars and aircraft. 3D printing is not yet ubiquitous. Generally, it remains too slow for mass production, too expensive for some applications and for others produces results not up to the required standard. But, as Adidas’s soles show, these shortcomings are being dealt with. It is not foolish to believe that 3D printing will power the factories of the future. Nor need the technology be restricted to making things out of those industrial stalwarts, metal and plastic. It is also capable of extending manufacturing’s reach into matters biological.
Adding it up
Typically, the layers are built up by extruding filaments of molten polymer, by inkjet-printing material contained in cartridges or by melting sheets of powder with a laser. Adidas’s soles, however, emerge in a strikingly different way—one that is, according to Joseph DeSimone, the result of chemists rather than engineers thinking about how to make things additively. Dr DeSimone is the boss of Carbon, the firm that produces the printer which makes the soles. He is also a professor of chemistry at the University of North Carolina, Chapel Hill.
Carbon’s printer uses a process called digital light synthesis, which Dr DeSimone describes as “a software-controlled chemical reaction to grow parts”. It starts with a pool of liquid polymer held in a shallow container that has a transparent base. An ultraviolet image of the first layer of the object to be made is projected through the base. This cures (ie, solidifies) a corresponding volume of the polymer, reproducing the image in perfect detail. That now-solid layer attaches itself to the bottom of a tool lowered into the pool from above. The container’s base itself is permeable to oxygen, a substance that inhibits curing. This stops the layer of cured polymer sticking to the base as well, and thus permits the tool to lift that layer slightly. The process is then repeated with a second layer being added to the first from below. And so on. As the desired shape is completed, the tool lifts it out of the container. It is then baked in an oven to strengthen it.
Dr DeSimone says that digital light synthesis overcomes two common problems of 3D printing.
First, it is up to 100 times faster than existing polymer-based printers. Second, the baking process knits the layers together more effectively, making for a stronger product and also one that has smooth surfaces, which reduces the need for additional processing.
All this, he reckons, makes digital light synthesis competitive with injection moulding, a mass-production process which has been used in factories for nearly 150 years. Injection moulding works by forcing molten plastic into a mould. Once the plastic has solidified, this mould opens to eject the part. Injection moulding is fast and extremely accurate, but making the moulds and setting up the production line is slow and expensive. Injection moulding is therefore efficient only when making thousands of identical things.
The usual economies of scale, however, barely apply to 3D printers. Their easy-to-change software means they can turn out one-off items with the same equipment and materials needed to make thousands. That alters the nature of manufacturing. For example, instead of having vast warehouses packed with spare parts, Caterpillar and John Deere, two American producers of construction and agricultural equipment, are working with Carbon on moving their warehouses, in effect, to the online cloud, whence digital designs can be downloaded to different locations for parts to be printed to order.
Printers made by established producers are improving, too. They are speeding up, enhancing quality and printing more colours and in a wider variety of polymers, including rubbery materials. Two of the biggest firms in the business, 3D Systems and Stratasys, were joined last year by a third American company when HP, well known for conventional printers in offices, entered the market with a range of 3D plastic printers costing from $130,000. According to the latest report by Wohlers, a consultancy, the number of firms manufacturing serious kit for 3D printing (ie, not hobby printers, but systems priced from $5,000 to $1m and more) rose to 97 in 2016 from 62 a year earlier. Nor is purchase always necessary. Whereas many producers sell their machines outright, Carbon follows a “software” model and leases them to customers at a price starting from $40,000 a year. And, like software firms, it updates its machines over the internet.
New metallica
Printing metals is another matter entirely. Metal printers use either lasers or electron beams to reach the temperatures needed to melt successive layers of powder into a solid object. This takes place in multiple stages: depositing the powder, spreading it and, finally, fusing it.
Such printers can produce extremely intricate shapes, but may need to run for several days to make a single item. For high-end components used in low-volume products, such as supercars, aircraft, satellites and medical equipment, this can, nevertheless, be worth the wait. 3D printing, which is able to create voids inside objects far more easily than subtractive manufacturing can manage, increases the range of possible designs. There are cost savings, too. Addition, which deposits metal only where it is needed, generates less scrap than subtraction. That saving matters. Many of the specialist alloys used in high-tech engineering are exotic and expensive.
These advantages have been enough to persuade GE, one of the world’s biggest manufacturers, to invest $1.5bn in 3D printing. In Auburn, Alabama, for example, the firm has spent $50m on a factory to print fuel nozzles for the new LEAP jet engine, which it is building with Safran of France. By 2020, the plant in Auburn should be printing 35,000 fuel nozzles a year.
 A kilo saved is a trophy won
A kilo saved is a trophy wonEach LEAP uses 19 nozzles, which have new features, such as complex cooling ducts, that GE says can be created in no other way. The nozzles are printed as single structures instead of being welded together from 20 or more components as previous versions were. The new nozzles are also 25% lighter than older designs, which saves fuel. And they are five times more durable, which reduces servicing costs.
More such developments are coming. GKN Aerospace, a British firm, recently signed a five-year agreement with Oak Ridge National Laboratory, in Tennessee, to find new ways to print large structural aircraft parts in titanium. The intention is to reduce waste material by as much as 90% and to cut assembly time in half.
Existing metal printers can be as big as a car, and some cost $1m or more. What, though, might companies achieve if they had smaller, cheaper metal printers? Ric Fulop thinks he can make such machines. Mr Fulop is the boss of Desktop Metal, a firm he co-founded in 2015 with a group of professors from the Massachusetts Institute of Technology and nearly $100m in cash from investors that include GE, Stratasys and BMW. The firm’s first printers are now coming to market.
Instead of zapping layers of powder with a laser or an electron beam, Desktop Metal’s machines use a process called bound-metal deposition. This also involves a bit of cooking. First, the machine extrudes a mixture of metal powder and polymers to build up a shape, much as some plastic printers do. When complete, the result goes into an oven. This burns off the polymers and compacts the metal particles by sintering them together at just below their melting point. The outcome is a dense metallic object, rather like one that has been cast the old-fashioned way as a solid chunk of metal. The sintering causes the object to shrink. But this can be compensated for by printing it a little larger than required, because the shrinkage occurs in a predictable way.
Desktop Metal makes two sorts of machine. Its Studio system, priced at around $120,000, is designed for prototypes and small production runs. A full-scale system costs just over $400,000. By incorporating a conventional metal printer’s multiple production stages into a single “sweep” of the print head, Desktop Metal’s machines are fast. According to Mr Fulop, they can build and bake objects at the rate of 500 cubic inches (8,194cm3) an hour. That compares with about 1-2 cubic inches with a conventional laser-based metal printer, or 5 cubic inches with an electron-beam machine.
On top of all this, because the materials used by Desktop Metal’s printers are already employed in other industrial processes they are, according to Mr Fulop, 80% cheaper than some specialist 3D-printing powders. And they require less finishing to remove rough surfaces. Improvements such as these can change the economics of manufacturing.
Printing a bit of you
Bioprinters can work in several ways. The simplest use syringes to extrude a mixture of cells and a printing medium, a method similar to that used by a desktop printer in plastic. Others employ a form of inkjet printing. Some medical researchers are trying a form of 3D printing called laser-induced forward transfer. In this, a thin film is coated on its underside with the material to be printed. Laser-pulses focused onto the film’s upper surface cause spots of that material to detach themselves and land on a substrate below. Sometimes, though, the third dimension needs a helping hand. Certain printers therefore impose the desired shape by printing cells directly onto a pre-prepared scaffold, which dissolves away once the cells have proliferated sufficiently to hold their own shape.
Anthony Atala and his colleagues at the Wake Forest Institute for Regenerative Medicine, in North Carolina, have printed ears, bones and muscles in this way, and have implanted them successfully into animals. The crucial part of the process is ensuring the printed tissue survives and then integrates with the recipient when transplanted. Some types of tissue, such as cartilage, are easy to grow outside the body. Infusing nutrients into the medium they are kept in is sufficient to sustain them, and they tend to take well when transferred to a living organism.
More complex structures, though, like hearts, livers and pancreases, require a blood supply to grow beyond being tiny slivers of cells. Dr Atala and his colleagues therefore print minute channels through their structures, to let nutrients and oxygen diffuse in. This encourages blood vessels to develop. The next step, probably within a few years, will be to test such bioprinted material on people.
All clever stuff. But what was missing in bioprinting, reckoned Erik Gatenholm and Hector Martinez, two biotechnology entrepreneurs, was some form of standardised “bio-ink”. So, in January 2016, they founded a firm called Cellink to commercialise bioprinting materials developed at the Chalmers University of Technology, in Gothenburg, Sweden.
Cellink’s ink is made from nanocellulose alginate, a biodegradable material containing wood fibres and a sugary polymer found in seaweed. Researchers first mix their cells into the bio-ink and then extrude the result as a filament from which the desired shape is constructed. The company has gone on to develop tissue-specific bio-inks that contain growth factors needed to stimulate particular types of cells, including stem cells. These are cells that can proliferate to produce any of the cell types that form a particular tissue. If the stem cells in question are obtained from the patient into whom the transplant will later be inserted, that will reduce the risk that the transplant will be rejected.
In addition to making bio-ink, Cellink has also launched its own range of printers. These are sold at a discount to universities in return for research feedback. That provides a good picture of what is going on. In particular, says Mr Gatenholm, advances are being made in printing tissues for drug testing.
One is to employ a patient’s own cancer cells to print multiple versions of his tumour. Each can then be challenged with a different drug, or mixture of drugs, to help determine what treatment will work best. For actual transplantation, Mr Gatenholm suggests that cartilage, followed by skin, are likely to be the first tissues printed for such use. Organs that need blood vessels will follow.
Bioprinting, then, looks set to become a new manufacturing industry—albeit one located at medical centres and operating in sterile conditions that more resemble a laboratory than a production plant.
But even the less esoteric forms of 3D printing, those involving plastics and metals, will transform what a factory is. The 3D print shops of the future will still have some workers. But those will mainly be hardware and software engineers. And they are more likely to be wearing white coats rather than overalls.
0 comments:
Publicar un comentario